 Vietnamese
Vietnamese English
English")
Yếu tố giúp phay mặt đầu thành công
Ngày càng nhiều nhà sản xuất phải đối mặt với vấn đề tăng năng suất nguyên công phay mặt đầu và giảm chi phí gia công nhằm đạt được lợi thế cạnh tranh và tăng thị phần trên thị trường.

Hiện nay có nhiều xu hướng trong lình vực gia công phay, đặc biệt là các đơn hàng với số lượng gia công hàng loạt lớn với chi tiết có độ phức tạp cao làm cho đồ gá các chi tiết này khó đảm bảo được độ ổn định, khi gia công sẽ có rung động khá lớn.
Do đó, dụng cụ cắt chuyên dùng thường được sử dụng trong các loại sản xuất hàng loạt lớn này là loại mảnh insert 2 mặt với nhiều lưỡi cắt có khả năng tác động tốt đến năng suất chung và chi phí gia công từng sản phẩm. Nhưng với loại dụng cụ cắt này, thiết kế thường tạo ra góc sắt tương đối lớn, thường tạo thường tăng lực cắt và tăng tiêu thụ năng lượng, cùng với đọ mòn dao nhanh hơn và hình thành ba vía trên bề mặt chi tiết gia công. Do đó, trong các ứng dụng phát sinh rung động, loại dao này khó đạt được mức hiệu suất cao như yêu cầu.
Với các loại mảnh insert một mặt, với thiết kế tạo nên góc sắt nhỏ, tuy thuận lợi hơn, nhưng thường không được sử dụng trong các ứng dụng sản xuất hàng loạt lớn do có số lưỡi cắt giới hạn.
HIỆU ỨNG DƯƠNG
Dường như đã rõ ràng là phay mặt đầu với mảnh insert 2 mặt, nhiều lưỡi cắt có khả năng cắt với hiệu ứng dương với các đặc tính giống như các dòng mảnh insert một mặt thật sự là lý tưởng. Yêu cầu này còn nổi bật hơn xu hướng mới trong các chiến lược phay, đặc biệt là các ngàng nhủ chế tạo xe hơi – sự chuyển dịch từ các dây chuyền cố định sang các trung tâm gia công, nhỏ hơn và đa năng, có thể đáp ứng tốt hơn các yêu cầu gia công hỗn hợp.
Dưới góc độ chiến lược sản xuất nên chọn máy móc có công suất thấp hơn, mặc dù chúng có thể không đáp ứng các chế dộ cắt lớn như yêu cầu của các nhà sản xuất thông thường đã tung áp dụng trước đó.
Do cạnh tranh toàn cầu ngày càng khốc liệt, dường như áp lực cho chi phí là yếu tố kế tiếp không thể bỏ qua trong các nhà máy gia công cơ khí hiện đại. Tuy nhiên, khi gia công hàng loạt lớn, tiết kiệm nhỏ cho 1 chi tiết có thể cho phép giảm đáng kẻ chi phí chung. Do đó, các kỹ sư chế tạo thường tìm tối ưu hóa quy trình của họ trên nền tảng chung, chiến lược này gồm cả việc nghiên cứu và lựa chọn dụng cụ cắt gọt.
Để giúp tối đa hóa năng suất và giảm chi phí gia công từng chi tiết, các dòng dao phay cải tiến đã và đang được thử nghiệm, chẳng hạn như loại công nghệ cốt lõi được ứng dụng trên các dòng phay insert của WIDIA. Với ý tưởng đột phá này, WIDIA với loại mảnh insert nhiều lưỡi cắt nhưng có thể giảm đáng kể lực cắt, trong nhiều nguyên công phay thô đến bán tinh các chi tiết bằng gang và thép (các vật liêu ISO P và ISO K).
Phay insert M1200 của WIDIA có tổng cộng 12 lưỡi cắt thực sự có chiều sâu cắt lớn hơn các loại dao cắt hiện hữu. Dòng dao phay này có góc nâng dao rất đặc biệt, các thông số hình học được thiết kế để có thể tạo ra góc nghiêng lớn trên lưỡi cắt chính, cho phép tăng khả năng kiểm soát hình thành phoi và đông thời tạo ra lực cắt thấp.
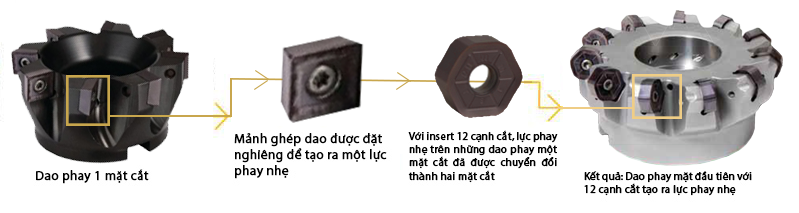
Dù chỉ quan sát bình thường ta cũng có thể dễ dàng nhận thấy các mảnh insert được thiết kế giống như các mảnh insert 2 mặt bình thường, nhưng công nghệ kết hợp cắt cạnh cắt trên 2 mặt của mảnh insert mang đến hiệu ứng tương đương như các dòng insert 1 mặt. Điều này giúp các nhà sản xuất thuận lợi hơn trong các tình huống yêu cầu cắt nhẹ, gồm cả các gá lắp không thực sự ổn định hoặc máy có công suất không cao.
Về cơ bản, thiết kế cạnh cắt của các loại dao này hoàn toàn giống với thiết kế thông số hình học của các dòng insert một mặt, nhưng thêm vào đó là việc kết hơp các lưỡi cắt trên cả 2 mặt của dòng insert do đó cho phép giảm chi phí gia công cơ khí từng chi tiết. Chiều sâu cắt trong các nguyên công phay mặt đầu cho phép đến 5,2 mm (0.205”)
⇒ Xem các sản phẩm phay insert 12 mặt cắt:http://hiepphat.com.vn/phay-insert/

