 Vietnamese
Vietnamese English
English")
Thông số chọn dao phay như thế nào là hợp lý?
Để giúp cho các anh em ngành cơ khí có cái nhìn tổng quan hơn về Chế độ chạy dao hợp lý. Hiệp Phát xin tổng hợp một số khái niệm có liên quan đến chế độ chạy dao. Hy vọng bài viết có thể có ích cho các bạn.
.jpg)
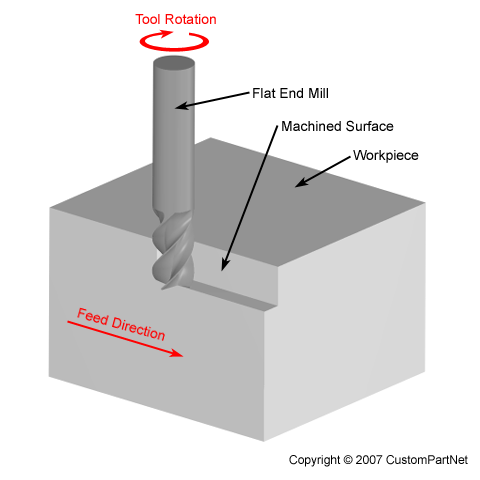
Các thông số cần quan tâm khi chọn chế độ phay:- ho: chiều sâu cắt (depth of cut) - là chiều sâu vật liệu được cắt sau mỗi lần dao chạy qua.
- h: chiều sâu phay (feature depth) - là tổng chiều (độ) sâu vật liệu được cắt sau khi kết thúc quá trình chạy dao. Thông thường thì chiều sâu này không được quá chiều dài me cắt, trừ một số trường hợp thiết kế phôi có góc thoát hoặc dao đặc biệt.
- T: số me dao (teeth) - là số me cắt của dao.
- Lt: lượng ăn dao/răng (feed per tooth or chip load) - lượng vật liệu mà 1 me dao có thể cắt được chiều tiến dao.
- L: lượng chạy dao/vòng - lượng vật liệu mà dao có thể cắt được chiều tiến dao sau khi quay 01 vòng.
- F: tốc độ tiến dao (feed) - tốc độ tiến của dao trong quá trình cắt (mm/min hoặc inch/min).
- S: tốc độ quay dao (speed) - tốc độ quay của dao trong quá trình cắt (vòng/phú rpm).
Để tính được tốc độ tiến bàn ta dựa vào công thức sau:
F = S * Lt * T (mm/min or inch/min)
Trong đó
- Lt tùy theo dao & vật liệu và sẽ rất khác nhau. Nhưng nếu Lt quá lớn thì sẽ gây ra tình trạng quá tải dao, nếu quá nhỏ sẽ dẫn đến việc dao trượt và nhanh mòn.
- S tùy theo dao & vật liệu sẽ có tốc độ khác nhau:
Thông thường thì:
- Giữa nhôm, đồng thau và đồng đỏ có lượng chạy dao chênh lệch khá lớn (đồng đỏ < nhôm 50%), với thép thì < 75%.
- Chạy cạnh & chạy cắt (slot) thì tùy vào độ sâu 1 cũng như độ lấn dao (step over) của nhát cắt mà có tốc độ đề nghị cũng thay đổi (tốc độ spindle).
- Với dao phay ngón thép gió (HSS end mill) thì Lt thường khoảng 0.05-0.1mm
- Với phay insert thép gió (HSS) thì với đường kính 3mm cắt nhôm, tốc độ spindle nên để 6000rpm, với dao cắt bít thì 24000rpm. Đường kính dao tỉ lệ nghịch với tốc độ spindle.
Chế độ chạy biên/cạnh (profile)
Chạy cắt (slot)


---------------------------------------------------------------------------------------------
Ví dụ:
- Dao phay ngón (end mill),
- Đường kính 6mm (rất thông dụng, phần lớn spindle nào có thể thể gá lắp được).
- Dao 2 me hợp kim, góc me 25-35o, có tráng phủ:
**** TiAln (thường thấy màu xanh xậm hoặc đen), độ cứng bề mặt có thể lên tới 3500HV, nhiệt độ làm việc có thể đạt 800oC.
**** TG (thường có màng vàng), độ cứng bề mặt có thể lên tới 2300HV, nhiệt độ làm việc có thể đạt 600oC.
- Chất liệu phôi gia công: nhôm (aluminum alloys).
Thông số gợi ý khi cắt biên (side - profile):
- S: 10,000 - 11,000 rpm
- F: 800 - 1000 mm/min
- step down max: 9mm
- step over: 0.6 - 1 mm
Thông số gợi ý khi cắt (profile - slot):
- S: 80000 rpm
- F: 600 - 700 mm/min
- step down max: 6mm
Với chất liệu đồng thau (brass) thì thông số chạy dao gần như nhôm.
Với chất liệu đồng đỏ (copper) thì thông số chạy dao S & F giảm 50-60%.
Với đường kính dao thì tỉ lệ nghịch với S. F giữ nguyên.


Nguồn: http://forum.cncprovn.com
Để được tư vấn rõ hơn về các vấn đề gia công và dao cụ, quý khách vui lòng liên hệ:
CÔNG TY TNHH THIẾT BỊ CÔNG NGHIỆP HIỆP PHÁT (HPC) nhà cung cấp các thiết bị dụng cụ cắt gọt, máy móc hỗ trợ và dầu làm mát trong ngành cơ khí chính xác.
VP1-HIỆP PHÁT (HPC) HỒ CHÍ MINH: 24 Đường số 16, Cư Xá Lữ Gia, Phường 15, Quận 11, TP. HCM
VP2- HIỆP PHÁT (HPC) ĐÀ NẴNG: 167 Lê Trọng Tấn, Phường Hòa Phát, Quận Cẩm Lệ, Đà Nẵng
Email: info@hiepphat.com.vn
Youtube: https://bit.ly/HiepPhatCompany

